Corte por plasma


La tecnología de uniones de piezas metálicas por arco eléctrico vio sus éxitos en 1930 al construir un barco totalmente soldado en Carolina del Sur en Estados Unidos. Años después se introdujeron mejoras en el proceso como corriente alterna y se utilizó protección como fundente granulado.
En los años 40 se introdujo el primer proceso con protección gaseosa empleando un electrodo no consumible de wolframio y helio como gas protector, recibió el nombre de TIG (Tungsten Inert Gas).
En 1954, científicos descubren que al aumentar el flujo del gas y reducir la abertura de la boquilla utilizada en la soldadura TIG, se obtiene un chorro de plasma. Este chorro es capaz de cortar metales, lo que dio lugar al proceso de corte por plasma conocido hoy en día.
Fundamentos físico-químicos[editar]
En la naturaleza podemos encontrar materia en forma sólida, líquida o vapor, el plasma es el cuarto estado de la materia.
A muy elevadas temperaturas, los electrones tienen suficiente energía como para escapar de su órbita alrededor del núcleo del átomo, generándose con ello iones de carga positiva.
El plasma es el estado en el que se encuentran las estrellas por su elevada temperatura. En la atmósfera terrestre solo podemos conseguir el plasma por medios artificiales.
Al calentar un gas a temperaturas del orden de 50.000 ºC los átomos pierden electrones. Estos electrones libres se colocan en los núcleos que han perdido sus propios electrones, convirtiéndose así en iones. De esta forma el gas se convierte en plasma y por consecuencia tendremos un conductor eléctrico gaseoso con alta densidad de energía.
Proceso de mecanizado con plasma[editar]

El fundamento del corte por plasma°C, llevando el gas utilizado hasta el cuarto estado de la materia, el plasma, estado en el que los electrones se disocian del átomo y el gas se ioniza (se vuelve conductor).
El procedimiento consiste en provocar un arco eléctrico estrangulado a través de la sección de la boquilla del soplete, sumamente pequeña, lo que concentra extraordinariamente la energía cinéticadel gas empleado, ionizándolo, y por polaridad adquiere la propiedad de cortar.
Resumiendo, el corte por plasma se basa en la acción térmica y mecánica de un chorro de gas calentado por un arco eléctrico de corriente continua establecido entre un electrodo (-) ubicado en la antorcha y (+) la pieza a mecanizar. El chorro de plasma lanzado contra la pieza penetra la totalidad del espesor a cortar, fundiendo y expulsando el material.
La ventaja principal de este sistema radica en la capacidad de poder cortar aceros inoxidables asi como casi todos los metales conductores de electricidad.
También es valorable la economía de los gases aplicables.
Mayor rapidez de corte en chapas finas, comparado con el oxicorte.
Características del proceso[editar]
Esta moderna tecnología es usable para el corte de cualquier material metálico conductor, y más especialmente en acero estructural, inoxidables y metales no férricos.
El corte por plasma puede ser un proceso complementario para trabajos especiales, como pueden ser la producción de pequeñas series, la consecución de tolerancias muy ajustadas o la mejora de acabados.
También se produce una baja afectación térmica del material gracias a la alta concentración energética del arco-plasma. El comienzo del corte es prácticamente instantáneo y produce una deformación mínima de la pieza.
Este proceso permite mecanizar a altas velocidades de corte y produce menos tiempos muertos, (no se necesita precalentamiento para la perforación).
Permite espesores de corte de 0.5 a 160 milímetros, con unidades de plasma de hasta 1000 amperios.
El corte por plasma también posibilita mecanizados en acero estructural con posibilidad de biselados hasta en 30 milímetros.
Una de las características más reseñables es que se consiguen cortes de alta calidad y muy buen acabado.

Equipo necesario[editar]
El equipo necesario para aportar esta energía consiste en un generador de alta frecuencia alimentado por energía eléctrica, gas para generar la llama de calentamiento, y que más tarde se ionizará (argón, hidrógeno, nitrógeno), un electrodo y portaelectrodo que dependiendo del gas puede ser de tungsteno, hafnio o circonio, y por supuesto la pieza a mecanizar.

Centros de corte por plasma CNC[editar]
Equipo de la empresa MicroStep Spain dotado de dos generadores de plasma de 400Amp uno de ellos con posibilidad de realizar biselado con plasma. Cabezal de marcado por láser de fibra y cabezal de oxicorte para grandes espesores.


Variables del proceso[editar]
Las variables del proceso son:
- Gases empleados.
- El caudal y la presión de los mismos.
- Distancia boquilla pieza.
- Velocidad del corte.
- Energía empleada o intensidad del arco.
Las variables como el caudal, la presión del gas-plasma, la distancia boquilla-pieza y la velocidad del corte se pueden ajustar en las máquinas de corte por plasma existentes en el mercado según cada pieza a cortar. Su calidad varia en función del control de esos parámetros para conseguir mejor acabado de las piezas y mayor productividad.

Gas-plasma[editar]
Los principales gases que se utilizan como gases plasmágenos son, argón, nitrógeno y aire, o mezcla de estos gases, en general se utiliza el nitrógeno por su mejor comportamiento respecto a la calidad del corte y garantiza una durabilidad de la boquilla. El chorro del gas–plasma utilizado en el proceso se compone de dos zonas:
- Zona envolvente, que es una capa anular fría sin ionizar que envuelve la zona central. Al ser fría conseguimos refrigerar la boquilla, aislarla eléctricamente y confinar el arco de la región de la columna-plasma.
- La zona central, que se compone por dos capas, una periférica constituida por un anillo de gas caliente no suficientemente conductor y la columna de plasma o el núcleo donde el gas-plasmapresenta su más alta conductividad térmica, la mayor densidad de partículas ionizadas y las más altas temperaturas, entre 10.000 y 30.000 ºC.
Arco eléctrico[editar]
El arco generado en el proceso de corte por plasma se denomina arco transferido. Como su propio nombre lo indica, el arco se genera en una zona y es transferido a otra.
¿Cómo?
Por medio de un generador de alta frecuencia conseguimos generar un arco entre el electrodo y la boquilla, este arco calienta el gas plasmágeno que hay en su alrededor y lo ioniza estableciendo un arco-plasma.
Gracias a la conductividad eléctrica es transferido hasta la zona de corte, mientras que el arco generado inicialmente, denominado arco piloto, se apaga automáticamente.
Una vez el arco-plasma está establecido, la pieza se carga positivamente mientras el electrodo se carga negativamente, lo que hace mantener el arco-plasma y cortar la pieza.
En ocasiones podemos generar el arco-plasma acercando la boquilla a la pieza. Este arco se denomina 'arco no transferido' y se genera entre el electrodo y la boquilla que está conectada al lado positivo de la fuente de corriente a través de una resistencia.
Este tipo de arco se emplea más en procesos de soldadura.
Tipos de corte por plasma[editar]
Corte por plasma por aire[editar]
En el año 1963 se introduce el corte por plasma por aire. El oxígeno del aire aumenta las velocidades de corte en un 25 por ciento en relación con el corte tradicional por plasma seco, sin embargo, también conlleva una superficie de corte muy oxidada y una rápida erosión del electrodo que está dentro de la boquilla de corte.
Corte con inyección de agua[editar]
En 1968, Dick Couch, presidente de Hypertherm, inventa el corte con inyección de agua, un proceso que implicaba inyectar radialmente agua en la boquilla. El resultado final fue corte mejor y más rápido, así como con menos escoria. Este proceso también utiliza como gas nitrógeno pero como protector utiliza una capa de agua.
Corte con inyección de oxígeno[editar]
En 1983 se desarrolla una nueva técnica que implica la utilización de oxígeno como gas de corte y la introducción de agua por la punta de la boquilla. Este proceso denominado “corte por plasma con inyección de oxígeno” ayuda a solucionar los problemas del rápido deterioro de los electrodos y la oxidación del metal.
Corte con doble flujo[editar]
Este es el sistema convencional o estándar, de alta velocidad que utiliza como gas-plasma nitrógeno y como gas protector puede emplearse dióxido de carbono o bien oxígeno.
Ventajas respecto al proceso de oxicorte[editar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
El corte con plasma a diferencia del oxicorte, tiene un espectro de aplicación sobre materiales más amplio.
Su costo operativo es sensiblemente inferior al oxicorte y la facilidad de su operación hace posible trabajar en corte manual con plantillas de chapa con un acabado de la pieza prácticamente definitivo.
Especialmente se puede destacar la versatilidad para cortar metales de espesores delgados, lo cual con oxicorte no sería posible.
Otras desventajas del oxicorte son la baja calidad de corte y el efecto negativo sobre la estructura molecular, al verse afectada por las altas temperaturas y metales ferrosos al cromo-níquel (aceros inoxidables), además del aluminio y el cobre.
Adicionalmente, el corte con plasma es un proceso que brinda mayor productividad toda vez que la velocidad de corte es mayor, dependiendo del espesor del material hasta 6 veces mayor, lo cual entrega una razón de coste-beneficiomejor que el oxicorte.
Además, con el corte por plasma conseguimos una mayor precisión y limpieza en la zona de corte que con el oxicorte convencional.
la desventaja es que el plasma está muy limitado al espesor del material a cortar ya que en la actualidad un plasma manual corta hasta una pulgada mientras que mecanizado se reduce a 3/4" y el oxicorte es capaz de cortar hasta 12" de espesor.
¿Qué es el Corte por Plasma?
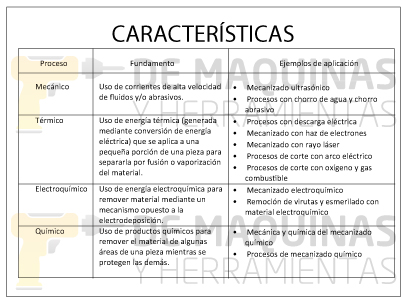
Las técnicas tradicionales de mecanizado emplean máquinas con herramientas afiladas, ya sea para cortar y/o dar forma al material o para eliminar el exceso del mismo. Los ejemplos van desde las fresadoras hasta los tornos y comprenden métodos de mecanizado por abrasión, así como mecanizado con y sin arranque de viruta.
Además de estas técnicas, también existen, sin embargo, otras técnicas no tradicionales en los que las operaciones de mecanizado no se realizan con herramientas afiladas, sino que involucran diversas formas de energía. Esa energía puede ser mecánica, térmica, electroquímica o química, por lo que los procesos que las utilizan reciben el mismo nombre.
Dado que en adelante veremos en DMyH algunos de estos procesos no convencionales de mecanizado, repasemos brevemente en la siguiente tabla las características principales de estos procesos y sus aplicaciones de mayor importancia comercial.
Además de estas técnicas, también existen, sin embargo, otras técnicas no tradicionales en los que las operaciones de mecanizado no se realizan con herramientas afiladas, sino que involucran diversas formas de energía. Esa energía puede ser mecánica, térmica, electroquímica o química, por lo que los procesos que las utilizan reciben el mismo nombre.
Dado que en adelante veremos en DMyH algunos de estos procesos no convencionales de mecanizado, repasemos brevemente en la siguiente tabla las características principales de estos procesos y sus aplicaciones de mayor importancia comercial.
Características-corte-por-plasma
En este artículo vamos a conocer una de las aplicaciones de los procesos térmicos que involucran una técnica de corte con arco eléctrico: el corte por plasma (PAC, por sus siglas en inglés), como así también las máquinas utilizadas para esa técnica.
El plasma es un conductor eléctrico gaseoso de alta densidad de energía, constituido por una mezcla de electrones libres, iones positivos, átomos disociados y moléculas de un gas, que se produce cuando un chorro de dicho gas inicialmente frío se calienta con un arco eléctrico y se hace pasar por un orificio estrecho para reducir su sección.
No solamente ciertas operaciones de corte utilizan plasma, sino también la soldadura, mediante el conocido proceso de soldadura por plasma.
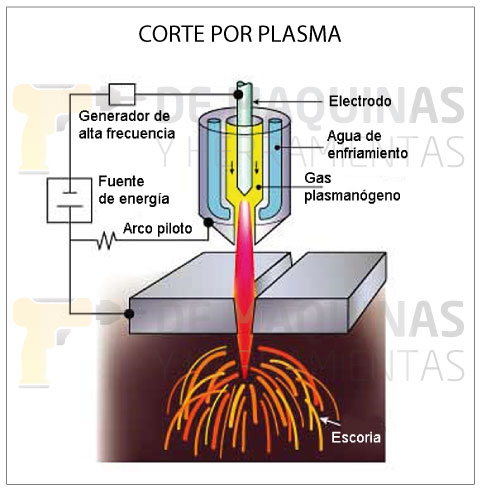
El corte por plasma convencional (denominado plasma seco) usa un arco transferido, es decir, un arco que se establece entre el electrodo y la pieza de trabajo. Al comienzo del proceso, cuando el gas aún no está ionizado, no es posible establecer el arco, por lo que se emplea un generador de alta frecuencia que produce un arco piloto entre el electrodo y la tobera. El arco piloto calienta el gas plasmágeno y lo ioniza. En este momento el arco piloto se apaga automáticamente y se estabiliza el arco plasma.
El diagrama básico del proceso que acabamos de exponer es el que vemos en la siguiente figura:
El plasma es un conductor eléctrico gaseoso de alta densidad de energía, constituido por una mezcla de electrones libres, iones positivos, átomos disociados y moléculas de un gas, que se produce cuando un chorro de dicho gas inicialmente frío se calienta con un arco eléctrico y se hace pasar por un orificio estrecho para reducir su sección.
No solamente ciertas operaciones de corte utilizan plasma, sino también la soldadura, mediante el conocido proceso de soldadura por plasma.
El corte por plasma convencional (denominado plasma seco) usa un arco transferido, es decir, un arco que se establece entre el electrodo y la pieza de trabajo. Al comienzo del proceso, cuando el gas aún no está ionizado, no es posible establecer el arco, por lo que se emplea un generador de alta frecuencia que produce un arco piloto entre el electrodo y la tobera. El arco piloto calienta el gas plasmágeno y lo ioniza. En este momento el arco piloto se apaga automáticamente y se estabiliza el arco plasma.
El diagrama básico del proceso que acabamos de exponer es el que vemos en la siguiente figura:
Corte-por-plasma
Como en todas las operaciones de mecanizado, la disponibilidad de máquinas para corte por plasma es sumamente amplia, desde las máquinas portátiles hasta las sofisticadas máquinas industriales con control CNC.
No obstante, independientemente del tamaño de la máquina, los componentes básicos son similares. Veamos cómo está compuesta una máquina de corte por plasma.
No obstante, independientemente del tamaño de la máquina, los componentes básicos son similares. Veamos cómo está compuesta una máquina de corte por plasma.
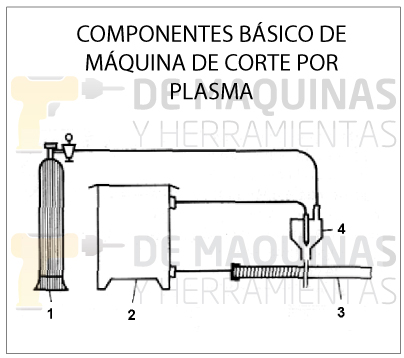
Componentes equipos plasma
1 – Cilindro de gas plasmágeno: toda operación de corte por plasma implica el uso de gases (denominados gases primarios) para crear el plasma. El circuito de gas está equipado con manómetro y regulador. Los gases más usados son aire, nitrógeno, argón con hidrógeno o una mezcla de estos. También es común el uso de los llamados gases secundarios, o agua, alrededor del chorro de plasma, que ayudan a confinar el arco y limpiar el canal de metal fundido para evitar la acumulación de escoria.
2 – Fuente de energía: generalmente es un transformador eléctrico de alimentación monofásica o trifásica, equipado con refrigeración, elevada tensión de vacío (100-400 V) e intensidad constante.
3 – Pieza de trabajo: el corte con plasma se emplea para cortar casi cualquier metal eléctricamente conductor. A menudo, los metales cortados mediante PAC incluyen aceros al carbono simple, acero inoxidable y aluminio, pero últimamente también se corta hierro, cobre, latón, bronce y titanio.
4 – Antorcha: es la pieza que realiza el corte y está equipada con mangueras para aire comprimido y electricidad y con una serie de elementos que veremos en detalle más abajo.
2 – Fuente de energía: generalmente es un transformador eléctrico de alimentación monofásica o trifásica, equipado con refrigeración, elevada tensión de vacío (100-400 V) e intensidad constante.
3 – Pieza de trabajo: el corte con plasma se emplea para cortar casi cualquier metal eléctricamente conductor. A menudo, los metales cortados mediante PAC incluyen aceros al carbono simple, acero inoxidable y aluminio, pero últimamente también se corta hierro, cobre, latón, bronce y titanio.
4 – Antorcha: es la pieza que realiza el corte y está equipada con mangueras para aire comprimido y electricidad y con una serie de elementos que veremos en detalle más abajo.
Equipo básico de corte por plasma
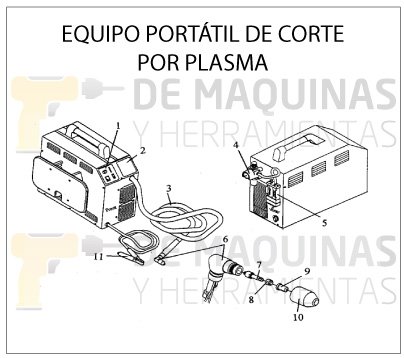
Si bien hay distintas técnicas de corte por plasma y, por consiguiente, distintos equipos que veremos en otro artículo, por ahora vamos a centrarnos en la descripción de un equipo portátil convencional, es decir, aquel donde el arco se establece entre el electrodo y la pieza de trabajo.
El esquema de un equipo de esas características se detalla en la siguiente figura:
Si bien hay distintas técnicas de corte por plasma y, por consiguiente, distintos equipos que veremos en otro artículo, por ahora vamos a centrarnos en la descripción de un equipo portátil convencional, es decir, aquel donde el arco se establece entre el electrodo y la pieza de trabajo.
El esquema de un equipo de esas características se detalla en la siguiente figura:
Equipo-portátil-de-corte-por-plasma
1 – Panel de control
2 – Panel de acceso
3 – Mangueras de la antorcha
4 – Regulador / filtro
5 – Montaje del filtro
6 – Montaje del cabezal de la antorcha:
7 – Electrodo (consumible): es de wolframio o circonio, en función del gas a utilizar; el de wolframio es puntiagudo (como el utilizado en soldadura TIG), mientras que el de circonio es plano con revestimiento de cobre.
8 – Difusor de gas
9 – Tobera (consumible): su función es la de forzar el arco y dirigir al chorro de plasma. La medida del orificio está directamente relacionada con el amperaje y su tamaño es mayor cuanto mayor es la corriente.
10 – Porta tobera
11 – Pinza de masa
En un próximo artículo vamos a describir con mayor profundidad los equipos utilizados para el corte por plasma, como así también algunas de sus características principales.
2 – Panel de acceso
3 – Mangueras de la antorcha
4 – Regulador / filtro
5 – Montaje del filtro
6 – Montaje del cabezal de la antorcha:
7 – Electrodo (consumible): es de wolframio o circonio, en función del gas a utilizar; el de wolframio es puntiagudo (como el utilizado en soldadura TIG), mientras que el de circonio es plano con revestimiento de cobre.
8 – Difusor de gas
9 – Tobera (consumible): su función es la de forzar el arco y dirigir al chorro de plasma. La medida del orificio está directamente relacionada con el amperaje y su tamaño es mayor cuanto mayor es la corriente.
10 – Porta tobera
11 – Pinza de masa
En un próximo artículo vamos a describir con mayor profundidad los equipos utilizados para el corte por plasma, como así también algunas de sus características principales.
http://www.demaquinasyherramientas.com/maquinas/corte-por-plasma-generalidades
No hay comentarios:
Publicar un comentario